
Est-il possible de fabriquer sa propre montre mécanique en utilisant les machines de l'école ? C’est le défi que ce sont lancés 3 étudiants de 5e année en génie mécanique, durant leur temps libre et au sein de la plateforme mécanique. Le résultat : la conception, l'usinage et l'assemblage de 4 montres mécaniques 100% sur mesure. Car la vie étudiante passe aussi par des projets personnels issus d'une passion de 3 copains pour la technologie et l'ingénierie qui y est associée.
L’idée de départ de ce projet comportait une contrainte majeure qui allait dicter toute l’esthétique du produit fini : réaliser l’usinage sur les machines conventionnelles de l’INSA Strasbourg. Loin des commandes numériques, il a fallu penser le design pour l’adapter à nos moyens de production.
Une conception dictée par la méthode de fabrication
En appliquant nos connaissances en CAO, en cotation fonctionnelle et en fabrication, nous avons imaginé un boîtier unique. L’esthétique de la montre découle directement de notre contrainte initiale : le design présente des facettes géométriques, des angles marqués, des arêtes vives et une allure brute, industrielle, qui fait tout son charme.
-
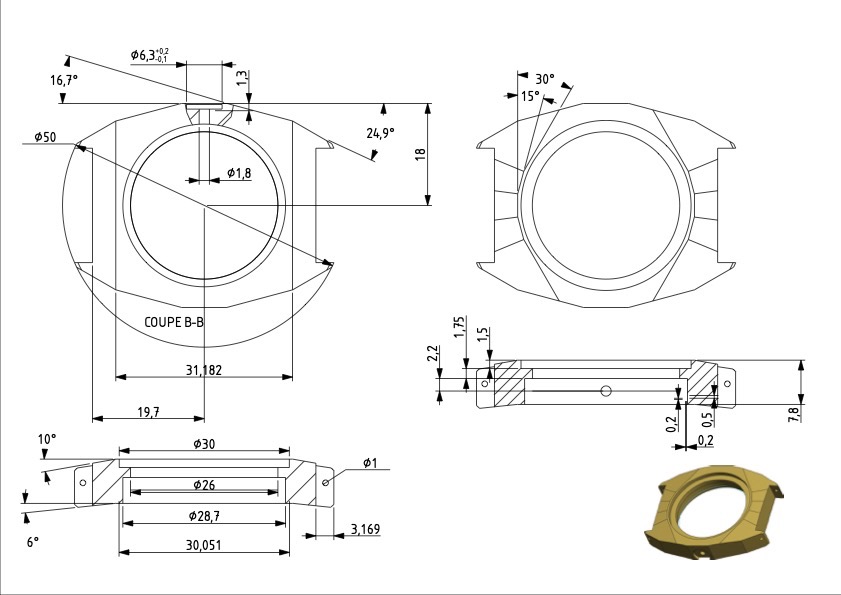
- plans du boitier
-
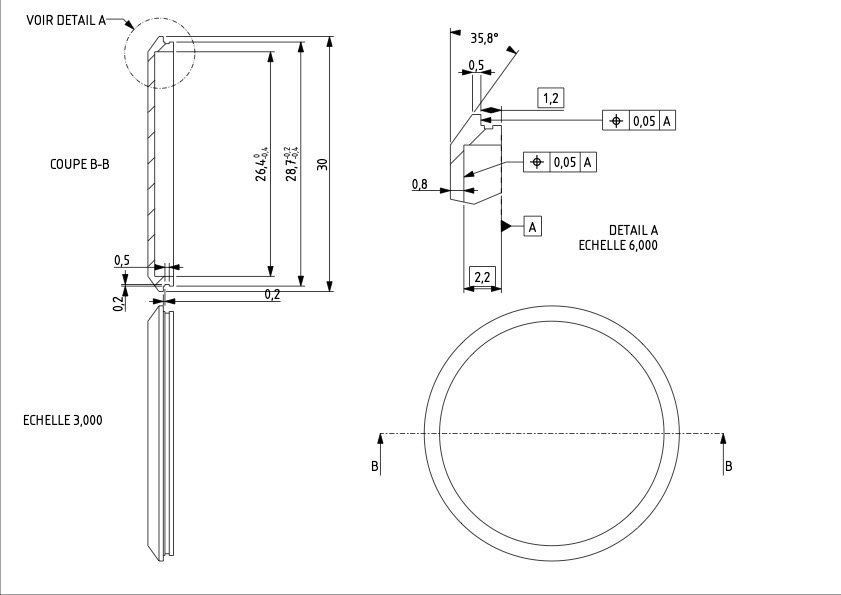
- plans du boitier
De la barre de laiton au boîtier de montre : les étapes d’usinage
Pour passer du virtuel au réel, nous avons exploité le parc machine de l’école :
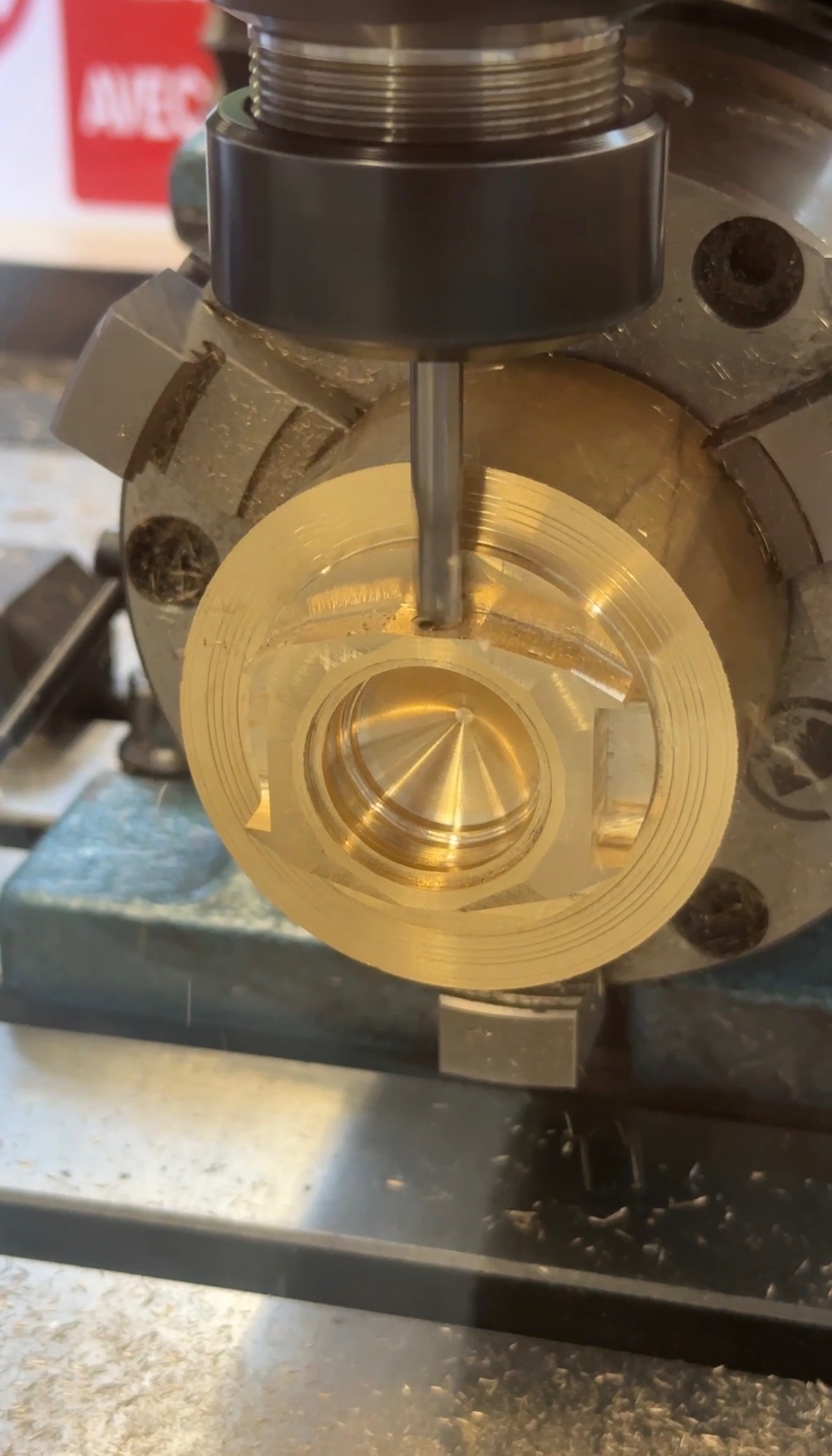
Le Tournage : Tout a commencé avec un cylindre brut en laiton de 70 mm de diamètre. Sur un tour conventionnel, nous avons usiné l’ensemble des épaulements intérieurs avec une très grande précision. Ces usinages étaient cruciaux puisqu’ils devaient accueillir le verre, le cadran, le mouvement mécanique ainsi que les fonds de boitiers usinés également.
Le Fraisage : La pièce a ensuite été transférée sur une fraiseuse équipée d’un mandrin indexable de 15°. C’est là que la montre a pris sa forme définitive. Nous avons taillé les faces latérales, usiné les facettes inclinées caractéristiques du modèle et percé les trous pour la couronne et les cornes du bracelet.
-
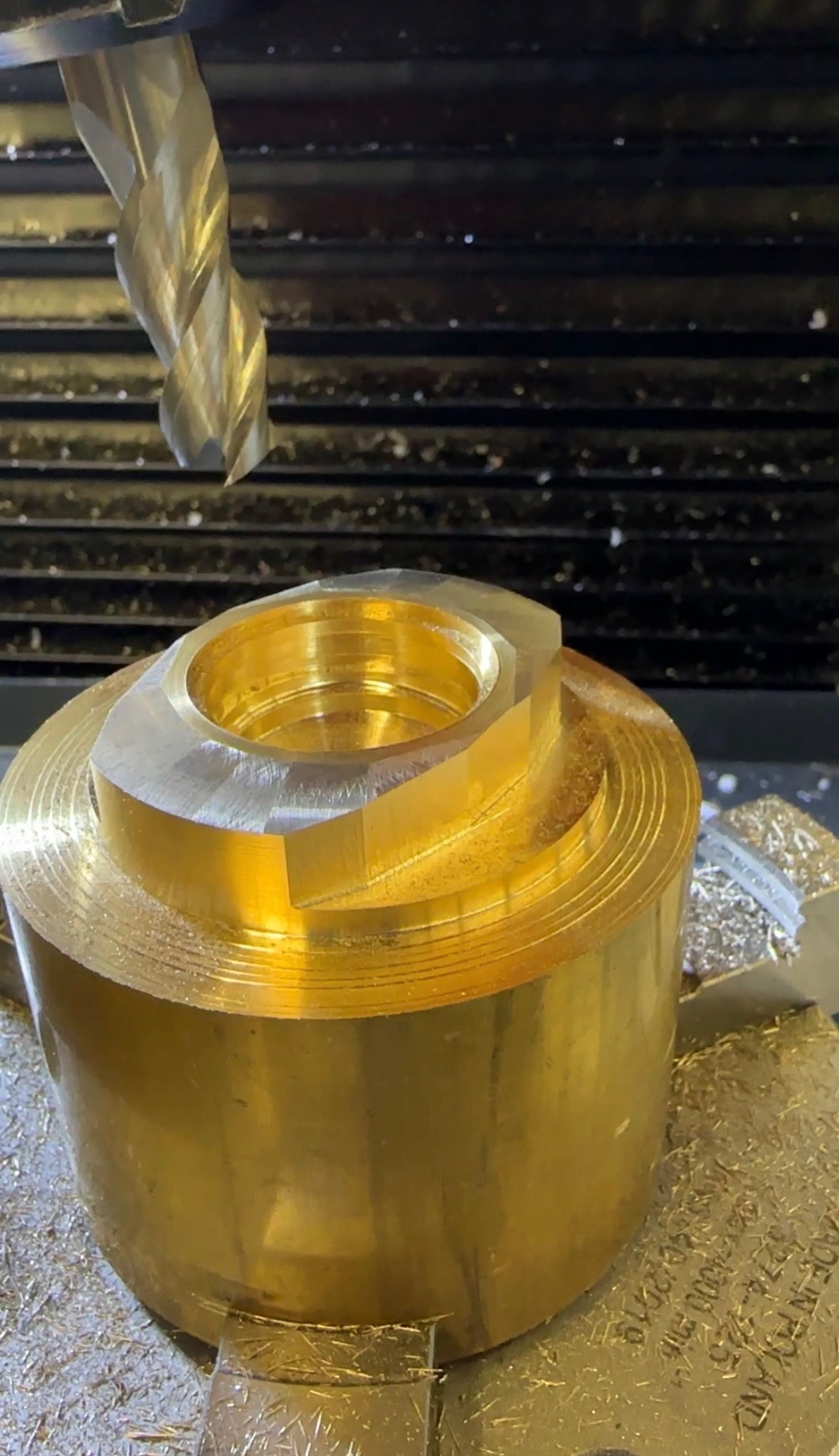
- fraisage du boitier
-
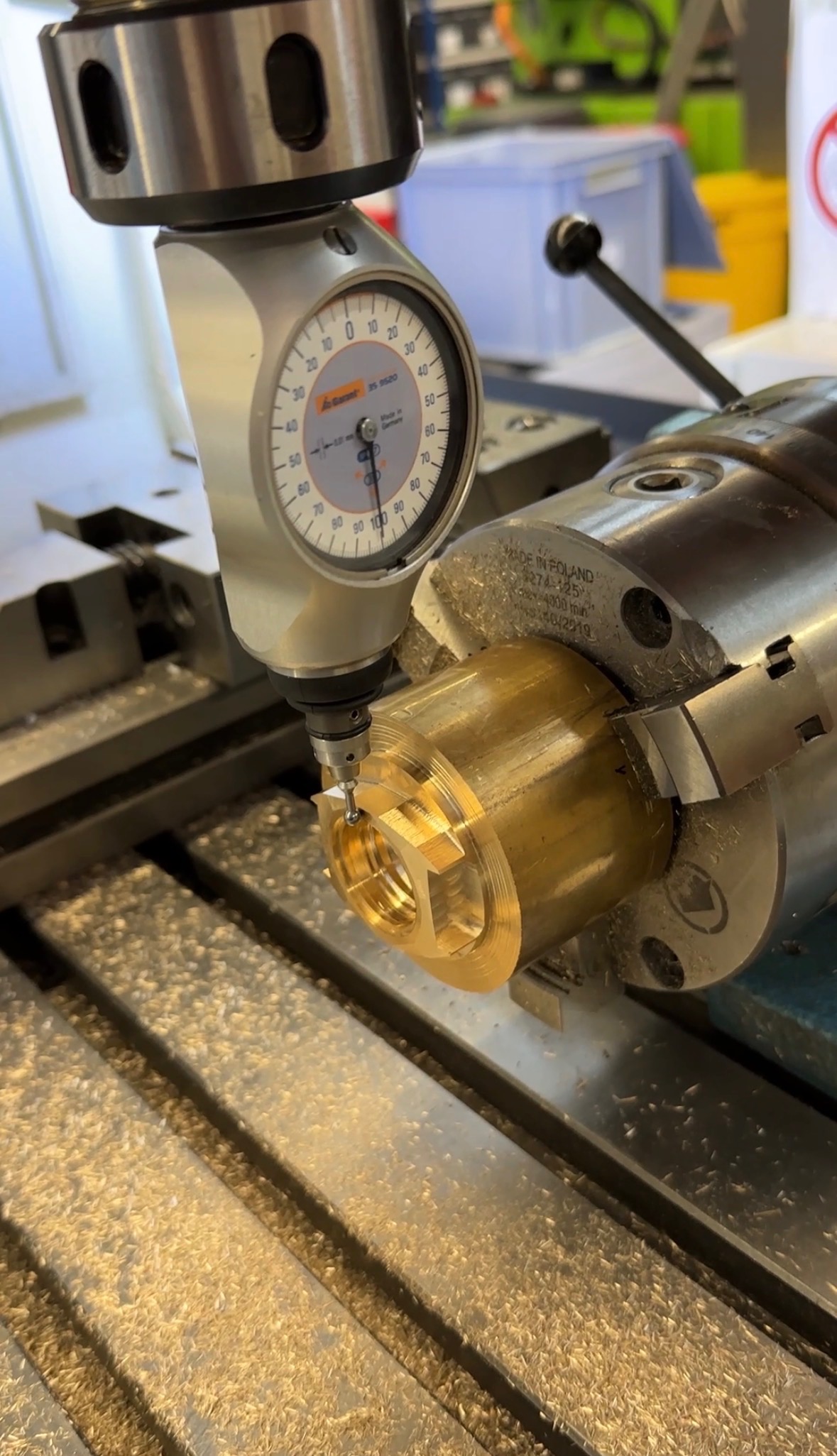
- préparation du fraisage du boitier
-
- fraisage du boitier
La précision au service de l’étanchéité
L’horlogerie ne tolère pas les approximations. Pour garantir un assemblage parfait et rendre nos boîtiers étanches, nous avons dû contrôler nos dimensions tout au long du processus de fabrication. Nos cours de métrologie ont pris tout leur sens ici, nous permettant de valider les tolérances très serrées nécessaires à l’intégration des différents composants.
L’assemblage : le moment de vérité
Une fois les boîtiers et les fonds de boîtiers usinés, l’étape finale consistait à monter les composants horlogers : insertion du verre monté serré, pose du cadran et de ses aiguilles sur le mouvement, emboîtage de l’ensemble et enfin la mise en place des bracelets en cuir.
Nous sommes très contents du résultat final, le boîtier en laiton brut contraste avec le cadran sombre et le bracelet texturé, donnant naissance à une pièce unique, à la fois robuste et élégante.

Des remerciements qui s’imposent
La réussite de ce projet ne repose pas uniquement sur notre travail. Nous tenons à exprimer notre profonde gratitude envers la plateforme mécanique et l’école, qui ont mis à notre disposition des équipements exceptionnels.
Surtout, ce projet n’aurait jamais pu aboutir sans M. Walter et M. Schalk. Merci infiniment pour votre temps, vos précieux conseils techniques, et votre orientation tout au long de cette aventure. Vos expertises respectives ont été le moteur de notre réussite. Sans vous, ces montres seraient restées au stade de modèles 3D !
-

- made in Alsace!
-

- Une pièce unique…
Mathieu KATAN, Matthias FAVIER, Romain ANDLAUER